

Ciśnienie nominalne cylindra hydraulicznego nie jest ustalane arbitralnie. Oblicza się go kompleksowo na podstawie granicy plastyczności materiału cylindra cylindra, struktury grubości ścianki i granicy nośności uszczelek. Ciśnienie nominalne standardowych modeli ogólnych przyjmuje jako podstawową wartość projektową 16 MPa.
Parametr ten odpowiada bezpiecznej granicy łożysk zwykłych cylindrów ze stali węglowej, standardowych uszczelek poliuretanowych i konwencjonalnych konstrukcji prowadzących, a także służy jako najczęstszy standard doboru dla układów hydraulicznych maszyn budowlanych i przyczep. W rzeczywistej pracy chwilowe ciśnienie udarowe może na krótko przekroczyć ciśnienie nominalne, natomiast długotrwałe, ciągłe ciśnienie robocze nie powinno przekroczyć 85% wartości znamionowej. Jest to główna zasada konstrukcyjna, która pozwala uniknąć wewnętrznych wycieków, przyspieszonego starzenia się uszczelek i deformacji cylindra.
W długotrwałych warunkach nadmiernego ciśnienia wewnętrzna ściana cylindra będzie powodować niewielkie odkształcenie sprężyste, a pasująca szczelina między tuleją prowadzącą a tłoczyskiem ulegnie przesunięciu, niszcząc pierwotną, dokładną tolerancję wynoszącą 0,02–0,03 mm.
Wraz ze wzrostem szczeliny zwiększa się boczny przepływ oleju hydraulicznego, a na pierścień tłokowy działają nierównomierne siły, co prowadzi do stopniowego częściowego zużycia. Na późniejszym etapie wystąpią typowe usterki, takie jak wyciek wewnętrzny, niewystarczająca siła podnoszenia i szybkie osiadanie ładunku, które są również głównymi przyczynami częstych awarii hydraulicznych sprzętu na miejscu.
Temperatura otoczenia wynosząca 20 ℃–30 ℃ to optymalny zakres dopasowania do projektu materiału uszczelnienia. Uszczelki z poliuretanu i kauczuku nitrylowego zachowują standardowe wartości w zakresie twardości, sprężystego ściskania i odporności na olej.
W tych warunkach warga uszczelniająca pasuje równomiernie do ścianki cylindra i utrzymuje stałe napięcie wstępne, utrzymując stabilną skuteczność uszczelniania oleju przez długi czas bez nadmiernego zużycia i deformacji.
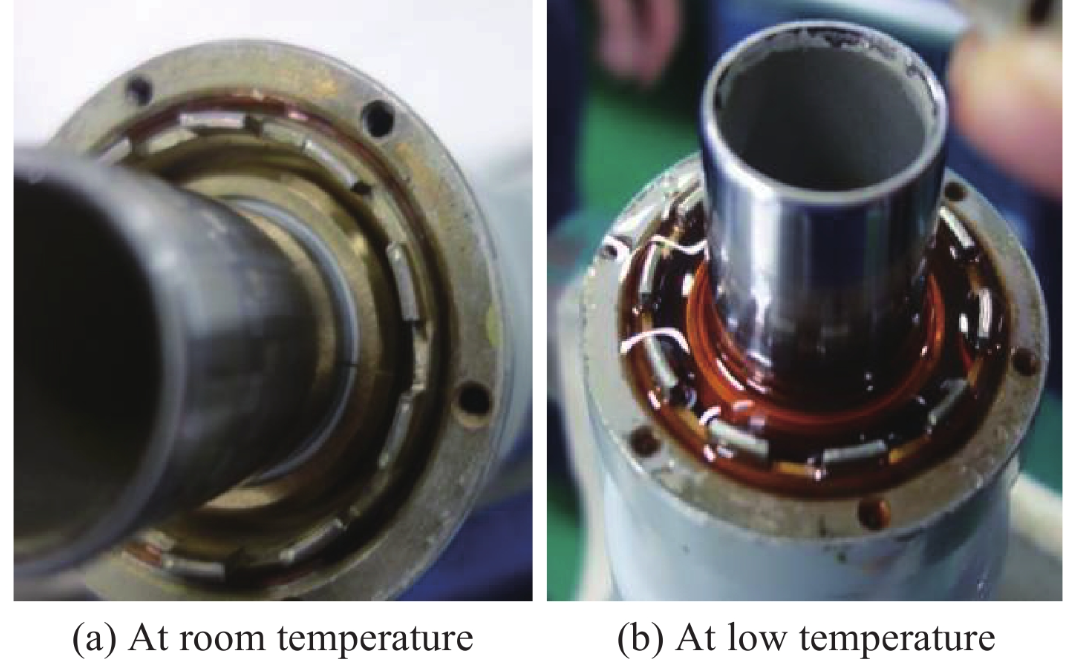
Gdy temperatura spada poniżej -15 ℃, aktywność molekularna materiałów uszczelniających maleje wraz ze wzrostem twardości i niższą wytrzymałością. Elastyczność dopasowania wargi uszczelniającej staje się słaba i nie jest w stanie w sposób adaptacyjny kompensować małych szczelin, co jest główną przyczyną wycieków w niskich temperaturach.
Długotrwała praca w temperaturze powyżej 40 ℃ przyspieszy utlenianie oleju hydraulicznego i wytworzy zanieczyszczenia koloidalne. Tymczasem uszczelki starzeją się i twardnieją szybciej przy zmniejszonej elastyczności, powodując stopniowe, ciągłe niewielkie wycieki i wpływając na ogólną stabilność działania.
Twarde chromowanie galwaniczne na tłoczyskach jest standardowym przemysłowym procesem ochrony. W przypadku formalnych produktów produkowanych masowo grubość poszycia jest ściśle kontrolowana w zakresie 0,08–0,12 mm.
Zbyt cienkie pokrycie nie zapewnia odpowiedniej odporności na tarcie piasku i korozję, czego skutkiem są zarysowania i plamy rdzy w krótkim czasie w warunkach zewnętrznych. Nadmiernie gruba powłoka zwiększy wewnętrzne naprężenia powierzchniowe i spowoduje łuszczenie się, uszkodzenie gładkości powierzchni i przyspieszenie zużycia uszczelnienia.

Chropowatość powierzchni gotowych tłoczysk jest kontrolowana na poziomie Ra0,2–Ra0,4 μm. Ta precyzja spełnia wymagania ruchu teleskopowego o niskim tarciu i pozwala uniknąć zarysowania wargi uszczelniającej spowodowanej mikrozadziorami na powierzchni.
Nadmiernie duża chropowatość będzie powodować ciągłe ścieranie uszczelki w postaci mikroskopijnych występów; natomiast zbyt gładka powierzchnia zmniejsza zdolność magazynowania oleju i utrudnia utworzenie stabilnego filmu olejowego, zwiększając ryzyko tarcia suchego i skracając żywotność elementów uszczelniających.
Wielostopniowe cylindry hydrauliczne mają nieodłączne różnice strukturalne w zakresie skoku, efektywnej powierzchni działania i średnicy przejścia oleju na każdym etapie. Modele bez projektu optymalizacji synchronicznej będą powodować odchylenie położenia podczas pracy teleskopowej przy pełnym skoku.
Współosiowość obróbki, luz tulei prowadzącej i rozkład przepływu oleju to trzy podstawowe czynniki procesu określające dokładność synchronizacji cylindrów wielostopniowych.
Wbudowane struktury przepustnicy buforowej na obu końcachcylindry hydraulicznezmniejszyć natężenie przepływu oleju hydraulicznego na końcu skoku poprzez działanie tłumiące otworów przepustnicy, unikając sztywnego uderzenia pomiędzy tłokiem a pokrywą końcową.
Rozsądna konstrukcja bufora osłabia wpływ start-stop, zmniejsza ogólne wibracje sprzętu i zmniejsza uszkodzenia zmęczeniowe szwów spawalniczych i wsporników montażowych. Jest szczególnie odpowiedni do scenariuszy uruchamiania i zatrzymywania o wysokiej częstotliwości, takich jak podnośniki montowane na pojazdach, maszyny portowe i ciężki sprzęt rolniczy.
W branżowym standardzie montażu precyzyjnego luz montażowy pomiędzy tuleją prowadzącą a tłoczyskiem jest stabilnie kontrolowany w zakresie 0,02–0,03 mm.
Zbyt mały luz spowoduje zakleszczenie i niepłynny ruch teleskopu na skutek rozszerzalności cieplnej przy wzroście temperatury; nadmierny luz zwiększa promieniowe drgania tłoczyska, prowadząc do skoncentrowanego obciążenia mimośrodowego i jednostronnego zużycia, skracając w ten sposób całkowity cykl konserwacji.
Współosiowość montażowa cylindra, pokrywy końcowej, tulei prowadzącej i tłoczyska jest kluczowym punktem kontroli podczas produkcji i montażu.
Siłowniki hydrauliczne o nadmiernych odchyłkach współosiowości działają przez długi czas pod działaniem siły mimośrodowej, co znacznie zwiększa prawdopodobieństwo jednostronnego zużycia uszczelnień i miejscowego zarysowania ścianek cylindra. Jest to również ważny powód techniczny oczywistych różnic w żywotności produktów o tej samej specyfikacji.



